i. Precauciones de almacenamiento
Nivel de sensibilidad a la humedad (MSL):MSL3
Condiciones de almacenaje:
Temperatura: -5 ~ 40°C, Humedad: ≤60% HR
Libre de gases corrosivos. Después de retirar el paquete de vacío, el condensador no debe exponerse al aire durante más de 24 horas. Los condensadores no utilizados deben sellarse nuevamente al vacío o almacenarse en un gabinete seco.
ii. Precauciones antes de soldar
Condensadores de tantalio Se puede unir mediante soldadura por ola, soldadura por reflujo y soldadura manual. Se recomienda que los casos A, B, C, D, D1 y E utilicen soldadura por reflujo (si se requiere soldadura manual, consulte 2. Precauciones para operaciones de soldadura manual), y el caso F y superiores solo son adecuados para soldadura manual (el condensador de tantalio de caso grande está soldado por reflujo, debido a la expansión del núcleo, es muy fácil tener grietas en el caso).
1. Tratamiento de horneado
Para el condensador CA55 que ha sido desempaquetado y expuesto al aire durante más de 24 horas, el usuario debe quitar la cinta antes de usarlo y realizar un horneado secundario a una humedad ≤ 60 % de humedad relativa para garantizar que no se absorba humedad excesiva dentro del condensador antes de soldar. La temperatura y el tiempo de horneado recomendados son:
a. Para el condensador CA55 que ha sido desembalado y expuesto al aire durante más de 24 horas, se recomienda hornear a 125°C durante 12 horas antes de soldar.
b. Para el condensador CA55 que ha sido desembalado y expuesto al aire durante más de una semana, los Casos A, B, C, D1, D y E deben hornearse a 125 °C durante 24 horas; Los modelos F y superiores solo son adecuados para soldar a mano y no es necesario hornearlos antes de soldar.
2. Soldadura manual
Los condensadores soldados a mano no requieren horneado antes de soldar, pero la temperatura de la punta del soldador debe controlarse estrictamente. Se recomienda utilizar una temperatura de soldadura de 280-350 ℃ (Se recomienda soldador eléctrico de cerámica antiestático con potencia de 30W). Al mismo tiempo, cabe señalar que:
a. Está prohibido utilizar directamente una punta de soldador para calentar el sustrato del elemento. Porque un choque de temperatura excesivo puede dañar la microestructura interna del componente y provocar problemas de rendimiento.
b. La almohadilla de soldadura debe estar preimpresa con pasta de soldadura y el espesor de la pasta de soldadura debe controlarse entre 0,15 mm y 0,20 mm.
C. Es necesario utilizar un calentador de placa de circuito para precalentar los componentes unidos al menos 125 ℃~150 ℃/5 minutos, asegurando que la temperatura del sustrato del componente esté lo más cerca posible del punto de fusión de la soldadura en pasta.
d. La posición de la punta del soldador para calentar la soldadura es la almohadilla de soldadura, no el sustrato del componente.
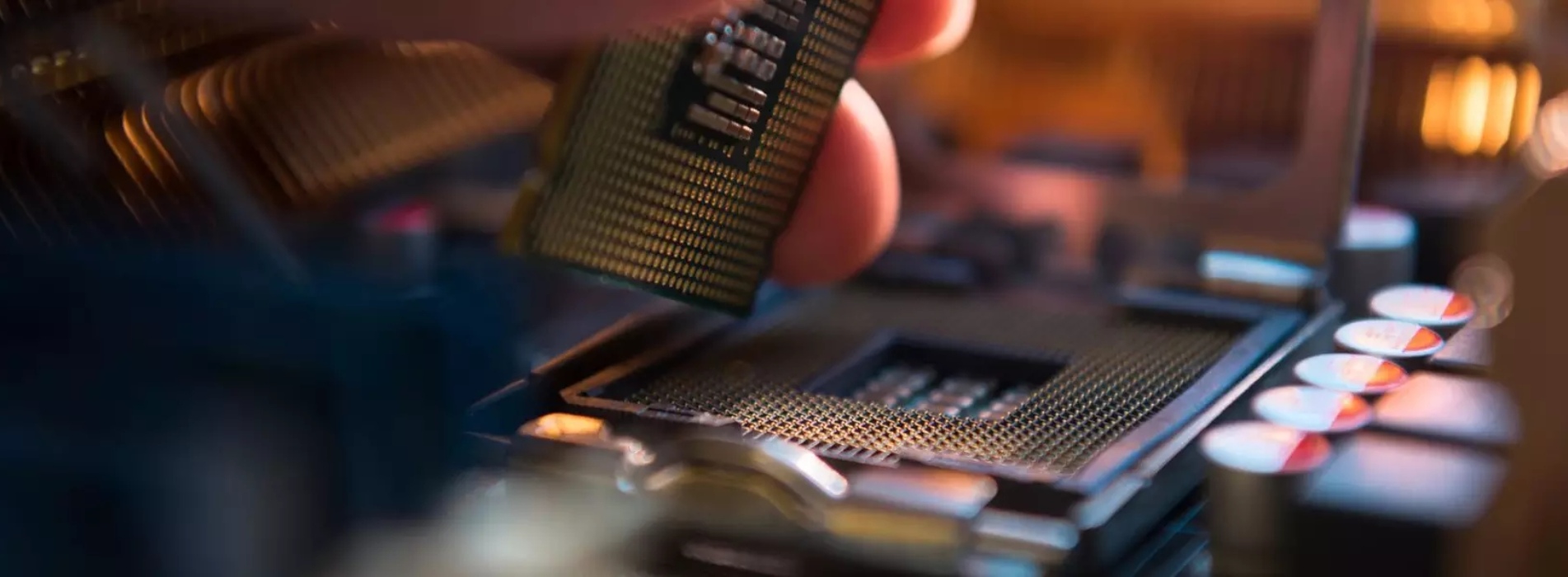
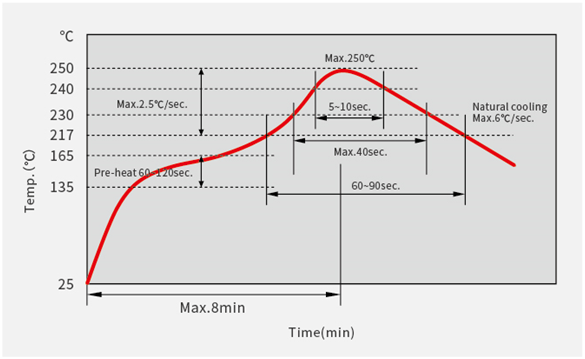
3. Soldadura por reflujo
La curva de soldadura por reflujo es adecuada para los casos A, B, C, D, D1, E:
Condensadores sin plomo: la temperatura máxima de soldadura es de 250 ± 5 °C
Condensadores con plomo: la temperatura máxima de soldadura es 235±5℃





 Soporta red IPv6
Soporta red IPv6